
In recent years, well water treatment technology has evolved rapidly, providing more effective and efficient solutions for removing contaminants from water.
The availability of clean water that is safe for consumption is becoming a top priority for households and industries in Indonesia.
Watermart, as a leading distributor of water treatment equipment in Indonesia, is committed to providing the latest and best technology in well water treatment, helping to address water contamination issues and improve people's quality of life.
These technological developments include the use of ultrafiltration systems that are able to remove small particles to harmful microorganisms with high efficiency. In addition, the latest water treatment technologies also incorporate the use of UV lamps for water sterilization, which can destroy the DNA of pathogenic microorganisms without adding chemicals to the water.
These improvements not only help in reducing the health risks associated with consuming contaminated water but also support environmental sustainability by reducing the need for water treatment chemicals. Furthermore, the latest technology in well water treatment can significantly reduce energy consumption and operational costs for users, making it an eco-friendly and economical solution for households and industries.

Brane Filtration and Well Water
Membrane filtration is particularly relevant for well water treatment due to its ability to remove micro-contaminants, such as bacteria and viruses, that are often found in well water. Reverse osmosis (RO), ultrafiltration (UF), and nanofiltration (NF) technologies can significantly improve the quality of well water, making it safe for consumption and use in industrial processes.
In particular, reverse osmosis is known to be effective in removing dissolved salts and chemical contaminants, making it ideal for the treatment of well water affected by saltwater intrusion or chemical contamination.
Advances in membrane technology have resulted in more durable and efficient membranes, which can reduce operational and maintenance costs. For example, the development of anti-fouling membranes helps prevent contaminant buildup on the membrane, extending service life and improving filtration system efficiency. This is important for well water applications where the inlet water quality may vary greatly.
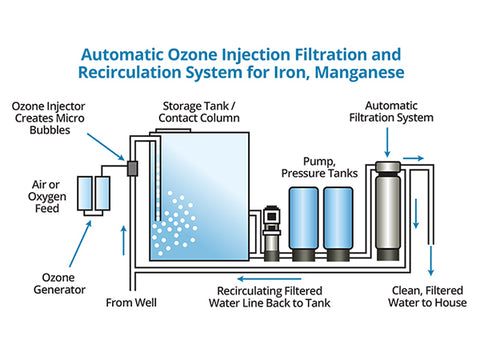
Ozonation System for Well Water Disinfection
Ozonation systems disinfect well water effectively, removing microorganisms without leaving harmful residues. This makes well water safer for daily use, while reducing the need for disinfecting chemicals that may pose additional health risks.
Ozon (O3) is a powerful, fast-acting disinfectant, which can oxidize a wide range of organic and inorganic contaminants, including chlorination-resistant bacteria, viruses, and protozoa, as well as remove unpleasant colors, tastes, and odors.
According to research and industry practice, ozonation is not only effective for disinfection but also improves the overall quality of water by oxidizing compounds such as iron and manganese, which can then be removed more easily through filtration. This is especially beneficial for well water which often contains certain levels of minerals that can affect the taste and clarity of the water.
The ozonation process also has advantages in the reduction of harmful chemicals and potential disinfection byproducts (DBPs) formation associated with chlorination methods. A study by the Water Research Foundation showed that ozonation can significantly reduce concentrations of DBP precursors, resulting in safer drinking water with lower health risks for consumers.
The application of ozonation systems requires special attention to ozone dosage and contact time to ensure effective elimination of microorganisms while minimizing the risk of overdosing, which could damage equipment and installations. For this, advanced monitoring technologies and automatic control systems have been developed, enabling safer and more efficient operation of ozonation systems.
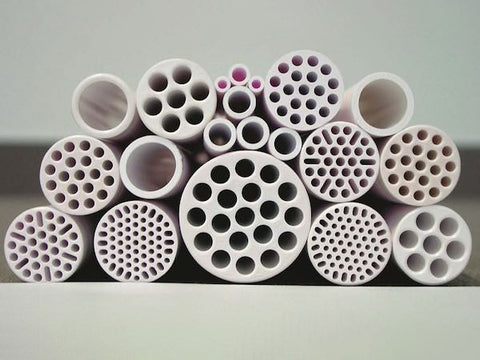
Nano-Filtration in Well Water Treatment
Nano-filtration in well water treatment helps address specific issues in well water, such as the presence of heavy metals, chlorides, and sulfates, which can affect the taste, color, and odor of water. By improving the aesthetic quality and safety of well water, nano-filtration supports household and industrial needs for high-quality water. This technology uses membranes with nanometer-sized pores that allow for the selective removal of contaminants, while retaining essential minerals in the water.
One of the main advantages of nano-filtration compared to other treatment methods is its ability to handle the harshness of water by reducing calcium and magnesium content. This is not only advantageous for domestic use, where excessively hard water can damage appliances and installations, but also for industrial applications, where consistent and controlled water quality is essential.
Studies published in scientific journals on water treatment show that nano-filtration is effective in removing a large number of organic and inorganic contaminants, including pesticide and herbicide residues, which are often difficult to remove with traditional technologies. This makes the technology particularly valuable in the context of growing concerns about well water pollution from agricultural and industrial activities.
Recent developments in nano-filtration technology include improved membrane efficiency and a reduction in the energy required for operation. New, more efficient membranes not only reduce operational costs but also allow for more compact system designs, making them an attractive solution for applications in remote areas or with space limitations.
.
Activated Carbon Adsorption for Well Water Purification
Adsorption of activated carbon for well water purification is a proven technology that is effective in adsorbing organic and inorganic contaminants from well water, including substances such as chlorine, pesticides, and industrial chemicals. This process improves the safety and quality of well water, making it safer for a variety of uses. Activated carbon, with its enormous surface area, provides extensive adsorption sites to capture these contaminants, reducing them from the water with high efficiency.
The use of activated carbon is not only limited to the removal of the mentioned contaminants; it is also effective in getting rid of volatile organic compounds (VOCs), unpleasant odors, and tastes, which can significantly affect well water quality. Through the adsorption process, activated carbon can reduce the concentration of various contaminants to levels safe for human consumption and industrial use.
Recent developments in activated carbon adsorption technology include the optimization of activated carbon types and regeneration methods to extend the life of use and improve the economic efficiency of the process. Regenerable activated carbon offers additional advantages in waste and operational cost reduction, by maintaining high adsorption performance through multiple usage cycles.

Ultraviolet (UV) Technology and its Application to Well Water
Ultraviolet (UV) Technology and its Application to Well Water offers an effective chemical-free disinfection method for well water, destroying harmful microorganisms without changing the chemical composition of the water. This is critical for keeping well water safe for consumption and industrial applications, with an environmentally friendly process. The technology works by emitting UV-C light, which has the ability to penetrate microorganisms and damage their DNA or RNA, stopping reproduction and causing cell death.
The effectiveness of UV technology is not just limited to disinfection. Research shows that UV can also play a role in photooxidation, a process in which UV light is used in conjunction with oxidants such as hydrogen peroxide to decompose complex chemical contaminants, including volatile organic compounds and drug residues, into simpler, less harmful components.
One of the main advantages of UV technology is its relatively simple installation and maintenance and low operational costs, especially compared to traditional chemical disinfection methods. UV systems do not require the addition of hazardous chemicals, reducing the risk of secondary contamination and potentially harmful disinfection by-products.
Recent developments in UV technology include improved UV lamp efficiency and control systems that allow for the adjustment of UV intensity according to the specific needs of the water being treated. These innovations not only improve the safety of UV use but also the energy efficiency and effectiveness of disinfection.
-
Watermart understands the importance of clean, safe water for your health and comfort. That is why we are committed to providing well water treatment solutions that are not only efficient but also environmentally friendly such as the advanced Reverse Osmosis (RO) membrane filter, which is capable of filtering contaminants down to the micro scale, to activated carbon systems that are effective in absorbing organic and inorganic contaminants, as well as innovative ultraviolet technology for chemical-free disinfection.
Contact us now via Whatsapp or e-mail to get a free consultation and discover how we can improve your water quality with our RO, activated carbon, and ultraviolet membrane filter solutions.



